
以下是:朔州市应县PE给水管厂家现货销售的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 长度 6米 外径 110 壁厚 4.2 颜色 黑色 材质 HDPE 用途 给水管 生产地 河北雄安新区 发货地 全国 供货周期 2天 范围 PE给水管销售供应范围覆盖山西省、朔州市、应县、朔城区、平鲁区、山阴县、右玉县、怀仁市等区域。 【腾达】以匠心打造多元场景产品,涵盖朔城pe给水管品质过硬、右玉pe给水管一站式供应、平鲁pe给水管随心所欲定制等。PE给水管厂家现货销售,腾达塑胶制品(朔州市应县分公司)为您提供PE给水管厂家现货销售产品案例,联系人:李经理,电话:【17768165506】、【17768165506】。 山西省,朔州市,应县 2020年,应县地区生产总值完成76.8亿元,增长2.5%。
想要深入了解PE给水管厂家现货销售产品的各项功能和特点?我们为您准备了精彩视频,不容错过!以下是:朔州应县PE给水管厂家现货销售的图文介绍朔州应县pe给水管生产制作经验品质好放心选择朔州应县pe给水管的详细介绍
优良材质贴心服务
朔州应县腾达塑胶制品有限公司的宗旨是:质量是企业的灵魂,信誉是发展的,本公司以“诚信为本”的原则,以较高的 pe给水管技术水准为基础,以顾客至上,诚恳的服务态度为经营理念, pe给水管品质优良,以及更优惠的价格体系,完善的售后服务赢得广大客户朋友的信赖和支持,竭诚与各界新老客户携手合作,共创明日辉煌,欢迎广大新老客户来电来函咨询!!
腾达塑胶制品有限公司
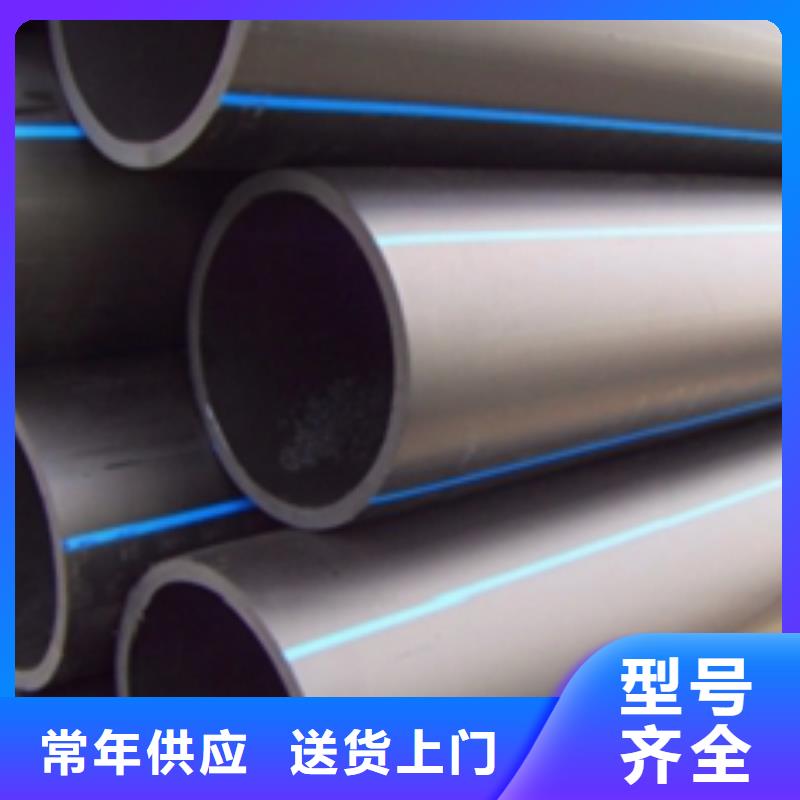
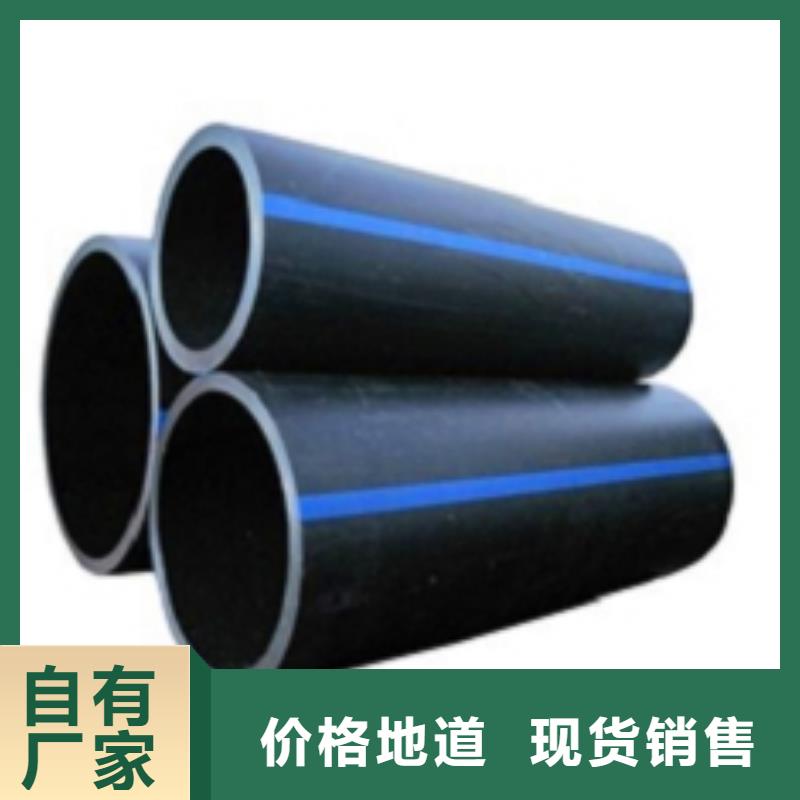
产品实拍图片从事朔州应县pe给水管行业多年品质值得信赖
我们对PE管材的焊接步骤一般是:检查管材并清理管端→紧固管材→铣铣削管端→检查管端错位和间隙→加热管材并观察卷边高度→管材熔接并冷却至规定时间→取出管材。但这些都是要在满足焊接温度前提下完成,下面为大家详细介绍。
焊接工艺流程如下:在焊接过程中,操作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根据天气、环境温度等变化对其进行适当:1、核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切除后方可使用。
焊接PE管材热熔机的合适温度:设定加热板温度200~230℃。2、用软纸或布蘸酒精两管端的油污或异物。3、将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
4、置入铣,先打开铣电源开关,然后再管材两端,并加以适当的压力,直到两端有连续的切屑出现后(切屑厚度为0.5~10mm,通过调节铣片的高度可调节切屑厚度),撤掉压力,略等片刻,再退开活动架,关闭铣电源。5、取出铣,两管端,检查两端对齐情况(管材两端的错位量不能超过壁厚的10%,通过管材直线度和松紧卡瓦予以改善。
6、加热板温度达到设定值后,放入机架,施加规定的压力,直到两边卷边达到规定高度时,压力减小到规定值(管端两面与加热板之间刚好保持,进行吸热),时间达到后,松开活动架,迅速取出加热板,然后两管端,其切换时间尽量缩短,冷却到规定时间后,卸压,松开卡瓦,取出连接完成的管材。
管材两端面间的间隙也不能超过0.3mm(de225mm以下)、0.5mm(de225mm~400mm)、1mm(de400mm以上),如不满足要求,应在此铣削,直到满足要求。PE聚管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。
在朔州市应县本地采买PE给水管厂家现货销售到腾达塑胶制品(朔州市应县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-【17768165506】。













